



Kimyoviy ishlab chiqarish jarayonida bosim nafaqat ishlab chiqarish jarayonining muvozanat munosabatlari va reaktsiya tezligiga ta'sir qiladi, balki tizim moddiy balansining muhim parametrlariga ham ta'sir qiladi. Sanoat ishlab chiqarish jarayonida ba'zilari yuqori bosimli polietilen kabi atmosfera bosimidan ancha yuqori yuqori bosim talab qiladi. Polimerizatsiya 150MPA yuqori bosimda amalga oshiriladi va ba'zilari atmosfera bosimidan ancha past bo'lgan salbiy bosimda amalga oshirilishi kerak. Neftni qayta ishlash zavodlarida vakuum distillash kabi. PTA kimyoviy zavodining yuqori bosimli bug 'bosimi 8,0MPA, kislorod besleme bosimi esa taxminan 9,0MPAG. Bosim o'lchovi juda keng, operator turli xil bosim o'lchash asboblarini ishlatish qoidalariga qat'iy rioya qilishi, kundalik parvarishlashni kuchaytirishi va har qanday beparvolik yoki ehtiyotsizlikni kuchaytirishi kerak. Ularning barchasi yuqori sifat, yuqori hosil, kam iste'mol va xavfsiz ishlab chiqarish maqsadlariga erisha olmasdan, katta zarar va yo'qotishlarga olib kelishi mumkin.
Birinchi bo'limda bosimni o'lchashning asosiy tushunchasi
- Stress ta'rifi
Sanoat ishlab chiqarishida odatda bosim deb ataladigan bosim birlik maydoniga bir xil va vertikal ravishda ta'sir qiluvchi kuchni anglatadi va uning o'lchami kuch-quvvat maydoni va vertikal kuchning o'lchami bilan belgilanadi. Matematik jihatdan quyidagicha ifodalanadi:
P=F/S bu yerda P - bosim, F - vertikal kuch va S - kuch maydoni
- Bosim birligi
Muhandislik texnologiyasida mening mamlakatim Xalqaro birliklar tizimini (SI) qabul qiladi. Bosimni hisoblash birligi Pa (Pa), 1Pa - 1 kvadrat metr (M2) maydonda vertikal va bir xilda ta'sir qiluvchi 1 Nyuton (N) kuchi bilan hosil bo'lgan bosim, u N / m2 (Nyuton / kvadrat metr) sifatida ifodalanadi , Pa dan tashqari, bosim birligi ham kilopaskal va megapaskal bo'lishi mumkin. Ular orasidagi konversiya munosabati: 1MPA=103KPA=106PA
Ko'p yillik odatlar tufayli muhandislik atmosfera bosimi hali ham muhandislikda qo'llaniladi. Foydalanishda o'zaro konvertatsiya qilishni osonlashtirish uchun bir nechta tez-tez ishlatiladigan bosim o'lchov birliklari o'rtasidagi konversiya munosabatlari 2-1 da keltirilgan.
| Bosim birligi | Muhandislik muhiti Kg/sm2 | mmHg | mmH2O | atm | Pa | bar | 1b/in2 |
| Kgf/sm2 | 1 | 0,73×103 | 104 | 0,9678 | 0,99×105 | 0,99×105 | 14.22 |
| MmHg | 1,36×10-3 | 1 | 13.6 | 1,32×102 | 1,33×102 | 1,33×10-3 | 1,93×10-2 |
| MmH2o | 10-4 | 0,74×10-2 | 1 | 0,96×10-4 | 0,98×10 | 0,93×10-4 | 1,42×10-3 |
| ATM | 1.03 | 760 | 1,03×104 | 1 | 1,01×105 | 1.01 | 14.69 |
| Pa | 1,02×10-5 | 0,75×10-2 | 1,02×10-2 | 0,98×10-5 | 1 | 1×10-5 | 1,45×10-4 |
| Bar | 1.019 | 0,75 | 1,02×104 | 0,98 | 1×105 | 1 | 14.50 |
| Ib/in2 | 0,70×10-2 | 51.72 | 0,70×103 | 0,68×10-2 | 0,68×104 | 0,68×10-2 | 1 |
- Stressni ifodalash usullari
Bosimni ifodalashning uchta usuli mavjud: mutlaq bosim, o'lchov bosimi, salbiy bosim yoki vakuum.
Mutlaq vakuum ostidagi bosim mutlaq nol bosim, mutlaq nol bosim asosida ifodalangan bosim esa mutlaq bosim deyiladi.
O'lchov bosimi atmosfera bosimi asosida ifodalangan bosimdir, shuning uchun u mutlaq bosimdan aniq bir atmosfera (0,01Mp) masofada joylashgan.
Ya'ni: P jadval = P mutlaqo-P katta (2-2)
Salbiy bosim ko'pincha vakuum deb ataladi.
(2-2) formuladan ko'rinib turibdiki, mutlaq bosim atmosfera bosimidan past bo'lganda manfiy bosim o'lchov bosimidir.
Mutlaq bosim, o'lchov bosimi, manfiy bosim yoki vakuum o'rtasidagi bog'liqlik quyidagi rasmda ko'rsatilgan:
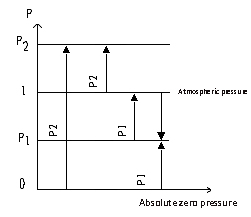
Sanoatda ishlatiladigan bosim ko'rsatkichlarining ko'pchiligi o'lchov bosimidir, ya'ni bosim o'lchagichning ko'rsatkich qiymati mutlaq bosim va atmosfera bosimi o'rtasidagi farqdir, shuning uchun mutlaq bosim o'lchov bosimi va atmosfera bosimining yig'indisidir.
2-bo'lim Bosim o'lchash asboblarining tasnifi
Kimyoviy ishlab chiqarishda o'lchanadigan bosim diapazoni juda keng va ularning har biri turli jarayon sharoitlarida o'ziga xos xususiyatlarga ega. Bu turli xil ishlab chiqarish talablarini qondirish uchun turli tuzilmalar va turli ish printsiplariga ega bo'lgan bosim o'lchash asboblaridan foydalanishni talab qiladi. Turli xil talablar.
Turli xil konversiya tamoyillariga ko'ra, bosim o'lchash asboblarini taxminan to'rt toifaga bo'lish mumkin: suyuqlik ustunli bosim o'lchagichlari; elastik bosim o'lchagichlari; elektr bosim o'lchagichlari; pistonli bosim o'lchagichlari.
- Suyuq ustunli bosim o'lchagich

Suyuq ustunli bosim o'lchagichning ishlash printsipi gidrostatika printsipiga asoslanadi. Ushbu printsip bo'yicha ishlab chiqarilgan bosim o'lchash asbobi oddiy tuzilishga ega, ishlatish uchun qulay, nisbatan yuqori o'lchov aniqligiga ega, arzon va kichik bosimlarni o'lchashi mumkin, shuning uchun u ishlab chiqarishda keng qo'llaniladi.
Suyuq ustunli bosim o'lchagichlari turli xil tuzilmalariga ko'ra U-trubkali bosim o'lchagichlari, bitta trubkali bosim o'lchagichlari va eğimli quvurli bosim o'lchagichlariga bo'linishi mumkin.
- Elastik bosim o'lchagich
Elastik bosim o'lchagich kimyoviy ishlab chiqarishda keng qo'llaniladi, chunki u oddiy tuzilish kabi quyidagi afzalliklarga ega. Bu mustahkam va ishonchli. U keng o'lchov diapazoniga ega, ishlatish uchun qulay, o'qish oson, narxi past va etarli aniqlikka ega, shuningdek, jo'natish va masofaviy ko'rsatmalarni, avtomatik yozishni va hokazolarni amalga oshirish oson.
Elastik bosim o'lchagich o'lchanadigan bosim ostida elastik deformatsiyani hosil qilish uchun turli shakldagi turli elastik elementlardan foydalangan holda amalga oshiriladi. Elastik chegarada elastik elementning chiqish joyi o'lchanadigan bosim bilan chiziqli munosabatda bo'ladi. , Shunday qilib, uning shkalasi bir xil, elastik komponentlar har xil, bosim o'lchash diapazoni ham farq qiladi, masalan, gofrirovka qilingan diafragma va ko'rfaz komponentlari, odatda past bosim va past bosimni o'lchash holatlarida qo'llaniladi, bitta lasan kamon trubkasi (bahor trubkasi sifatida qisqartiriladi) va bir nechta spiral bahor trubkasi yuqori, o'rta bosim yoki vakuumni o'lchash uchun ishlatiladi. Ularning orasida bitta kangalli kamon trubkasi bosimni o'lchashning nisbatan keng doirasiga ega, shuning uchun u kimyoviy ishlab chiqarishda eng ko'p qo'llaniladi.
- Bosim o'tkazgichlari

Hozirgi vaqtda kimyoviy korxonalarda elektr va pnevmatik bosim o'tkazgichlari keng qo'llaniladi. Ular o'lchangan bosimni doimiy ravishda o'lchaydigan va uni standart signallarga (havo bosimi va oqim) aylantiradigan asbobdir. Ular uzoq masofalarga uzatilishi mumkin va markaziy boshqaruv xonasida bosimni ko'rsatish, yozib olish yoki sozlash mumkin. Turli o'lchov diapazonlariga ko'ra ularni past bosim, o'rta bosim, yuqori bosim va mutlaq bosimga bo'lish mumkin.
3-bo'lim Kimyo zavodlarida bosimli asboblar bilan tanishish
Kimyoviy korxonalarda Bourdon quvurli bosim o'lchagichlari odatda bosim o'lchagichlari uchun ishlatiladi. Shu bilan birga, diafragma, gofrirovka qilingan diafragma va spiral bosim o'lchagichlari ham ish talablariga va material talablariga muvofiq qo'llaniladi.
Saytdagi bosim o'lchagichning nominal diametri 100 mm, material esa zanglamaydigan po'latdir. Bu barcha ob-havo sharoitlariga mos keladi. 1/2HNPT musbat konusning birikmasi, xavfsizlik oynasi va shamollatish membranasi, joyida ko'rsatilishi va nazorati bo'lgan bosim o'lchagich pnevmatikdir. Uning aniqligi to'liq o'lchovning ± 0,5% ni tashkil qiladi.
Elektr bosim o'tkazgich masofadan signal uzatish uchun ishlatiladi. Bu yuqori aniqlik, yaxshi ishlash va yuqori ishonchlilik bilan ajralib turadi. Uning aniqligi to'liq o'lchovning ± 0,25% ni tashkil qiladi.
Signal yoki blokirovka tizimi bosim o'tkazgichdan foydalanadi.
4-bo'lim Bosim o'lchagichlarni o'rnatish, ishlatish va texnik xizmat ko'rsatish
Bosim o'lchovining to'g'riligi nafaqat bosim o'lchagichning o'zi to'g'riligiga, balki uning oqilona o'rnatilganligiga, to'g'ri yoki noto'g'riligiga, qanday ishlatilishi va saqlanishiga ham bog'liq.
- Bosim o'lchagichni o'rnatish
Bosim o'lchagichni o'rnatishda tanlangan bosim usuli va joylashuvi mos keladimi-yo'qligiga e'tibor berish kerak, bu uning ishlash muddati, o'lchov aniqligi va nazorat sifatiga bevosita ta'sir qiladi.
Bosim o'lchash punktlariga qo'yiladigan talablar, ishlab chiqarish uskunasida maxsus bosim o'lchash joyini to'g'ri tanlashdan tashqari, o'rnatish vaqtida ishlab chiqarish uskunasiga kiritilgan bosim trubasining ichki so'nggi yuzasi ishlab chiqarish uskunasining ulanish nuqtasining ichki devori bilan bir tekisda saqlanishi kerak. Statik bosimning to'g'ri olinishini ta'minlash uchun hech qanday o'simtalar yoki burmalar bo'lmasligi kerak.
O'rnatish joyini kuzatish oson va tebranish va yuqori harorat ta'siridan qochishga harakat qiling.
Bug 'bosimini o'lchashda yuqori haroratli bug' va komponentlar o'rtasida to'g'ridan-to'g'ri aloqa qilishni oldini olish uchun kondensat trubkasi o'rnatilishi kerak va quvur bir vaqtning o'zida izolyatsiya qilinishi kerak. Korroziv vositalar uchun neytral muhit bilan to'ldirilgan izolyatsiya tanklari o'rnatilishi kerak. Muxtasar qilib aytganda, o'lchangan muhitning turli xil xususiyatlariga ko'ra (yuqori harorat, past harorat, korroziya, axloqsizlik, kristallanish, yog'ingarchilik, yopishqoqlik va boshqalar) mos keladigan korroziyaga qarshi, muzlashdan, blokirovkadan himoya qilish choralarini ko'ring. Bosim o'lchash porti va bosim o'lchagich o'rtasida o'chirish klapanini ham o'rnatish kerak, shuning uchun bosim o'lchagich kapital ta'mirlanganda, o'chirish klapanini bosim o'tkazuvchi port yaqiniga o'rnatish kerak.
Joyda tekshirish va impuls trubkasini tez-tez yuvishda, o'chirish valfi uch tomonlama kalit bo'lishi mumkin.
Bosim ko'rsatkichining sustligini kamaytirish uchun bosim o'tkazuvchi kateter juda uzun bo'lmasligi kerak.
- Bosim o'lchagichdan foydalanish va texnik xizmat ko'rsatish
Kimyoviy ishlab chiqarishda bosim o'lchagichlari ko'pincha korroziya, qotib qolish, kristallanish, yopishqoqlik, chang, yuqori bosim, yuqori harorat va o'tkir tebranishlar kabi o'lchangan muhitga ta'sir qiladi, bu ko'pincha o'lchagichning turli xil nosozliklarini keltirib chiqaradi. Asbobning normal ishlashini ta'minlash, nosozliklar paydo bo'lishini kamaytirish va xizmat muddatini uzaytirish uchun ishlab chiqarishni boshlashdan oldin texnik tekshiruv va muntazam parvarishlash bo'yicha yaxshi ishlarni bajarish kerak.
1. Ishlab chiqarishni ishga tushirishdan oldin texnik xizmat ko'rsatish va tekshirish:
Ishlab chiqarishni ishga tushirishdan oldin bosim sinovi ishlari odatda texnologik asbob-uskunalar, quvurlar va boshqalarda amalga oshiriladi. Sinov bosimi odatda ish bosimidan taxminan 1,5 baravar ko'p. Texnologik bosim sinovi paytida asbobga ulangan valf yopiq bo'lishi kerak. Bosim o'lchash moslamasidagi valfni oching va bo'g'inlar va payvandlashda qochqinning mavjudligini tekshiring. Agar biron bir qochqin aniqlansa, uni o'z vaqtida yo'q qilish kerak.
Bosim sinovi tugagandan so'ng. Ishlab chiqarishni boshlashga tayyorgarlik ko'rishdan oldin, o'rnatilgan bosim o'lchagichning texnik xususiyatlari va modeli jarayon tomonidan talab qilinadigan o'lchangan muhitning bosimiga mos kelishini tekshiring; kalibrlangan o'lchagichning sertifikati bor yoki yo'qligini va xatolar mavjud bo'lsa, ularni vaqtida tuzatish kerak. Suyuq bosim o'lchagichni ishchi suyuqlik bilan to'ldirish kerak va nol nuqtasini tuzatish kerak. Izolyatsiya qiluvchi moslama bilan jihozlangan bosim o'lchagichga izolyatsiya qiluvchi suyuqlik qo'shilishi kerak.
2. Haydash paytida bosim o'lchagichga texnik xizmat ko'rsatish va tekshirish:
Ishlab chiqarishni ishga tushirish vaqtida, pulsatsiyalanuvchi vositaning bosimini o'lchash, lahzali ta'sir va ortiqcha bosim tufayli bosim o'lchagichga zarar etkazmaslik uchun valfni asta-sekin ochish va ish sharoitlariga rioya qilish kerak.
Bug 'yoki issiq suvni o'lchaydigan bosim o'lchagichlari uchun bosim o'lchagichdagi valfni ochishdan oldin kondensator sovuq suv bilan to'ldirilishi kerak. Asbobda yoki quvur liniyasida qochqin aniqlanganda, bosim o'tkazuvchi qurilmadagi valfni o'z vaqtida uzib qo'yish kerak va keyin u bilan shug'ullanish kerak.
3. Bosim o'lchagichga har kuni texnik xizmat ko'rsatish:
Hisoblagichni toza saqlash va hisoblagichning yaxlitligini tekshirish uchun ishlayotgan asbob har kuni muntazam ravishda tekshirilishi kerak. Agar muammo topilsa, uni o'z vaqtida bartaraf qiling.
Yuborilgan vaqt: 2021-yil 15-dekabr